

 全國服務熱線
全國服務熱線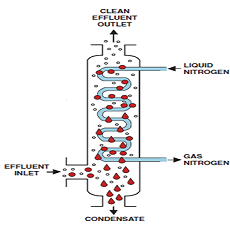
液氮為-196℃低溫液體,在特殊設計的液氮深冷冷凝器內與VOC進行充分換熱,冷凝溫度越低飽和蒸汽壓越低,則不凝氣的排放濃度越低,通過PLC控制冷凝溫度達到達標排放的目的,系統產生的氮氣回用到廠區的氮氣管網,冷凝產生的有機溶劑可再次被利用。
1. 低冰點有機溶劑需要-50oC到-160oC的冷凝溫度
2. 滿足越來越嚴格的環保排放標準
3. 提高有價值溶劑的回收率,產生經濟價值
4. 降低氯乙烯等有毒廢氣的排放濃度
5. 可結合常規工藝,降低下游廢氣處理成本
–含鹵族元素的氣體不能采用焚燒方式
–洗滌,吸收等方式排放不能達標,并產生廢液
–活性炭運行成本太高,并產生固廢
6. 液氮冷量綜合利用,系統排出的氮氣仍為高純氮氣,可回用到工藝
7. 真正意義上的環保理念:無溫室氣體排放,無臭氧層破壞
8. 工藝流程簡單,極少動力設備,無二次污染物, 幾乎無需維護

